 邮箱:
邮箱: sales@163.com
 电话:
电话:
13585010888
邮箱: sales@163.com
电话:
13585010888




|
切削能力 504cm3/min(面铣加工) 672cm3/min(侧铣加工) |
 |
| 刀具 |
主轴转速 min-1 |
切削速度 m/min |
进给速度 mm/min |
切削宽度 mm |
切削深度 mm |
切削量 cm3/min |
|
| ø80面铣刀 8刃(金属陶瓷) | 895 | 225 | 2,600 | 56 | 2.5 | 364 | |
|
ø20铣刀 7刃(硬质合金) |
侧面 | 3,660 | 230 | 4,300 | 4 | 20 | 344 |
| ø50不重磨钻头 | 1,000 | 157 | 150 | - | - | - | |
| 丝锥 M30P3.5 | 318 | 30 | 1,113 | - | - |
60% (主轴负荷) |
|
| 刀具 |
主轴转速 min-1 |
切削速度 m/min |
进给速度 mm/min |
切削宽度 mm |
切削深度 mm |
切削量 cm3/min |
|
| ø80面铣刀 8刃(金属陶瓷) | 895 | 225 | 3,000 | 56 | 3 | 504 | |
|
ø20铣刀 7刃(硬质合金) |
侧面 | 4,000 | 251 | 4,800 | 7 | 20 | 672 |
| ø63不重磨钻头 | 720 | 142 | 108 | - | - | - | |
| 丝锥 M30P3.5 | 318 | 30 | 1,113 | - | - |
66% (主轴负荷) |
|
| 刀具 |
主轴转速 min-1 |
切削速度 m/min |
进给速度 mm/min |
切削宽度 mm |
切削深度 mm |
切削量 cm3/min |
|
| ø80面铣刀 8枚刃(金属陶瓷) | 895 | 225 | 3,000 | 56 | 3 | 504 | |
|
ø20铣刀 7刃(硬质合金) |
侧面 | 4,000 | 251 | 2,800 | 12 | 20 | 672 |
| ø63不重磨钻头 | 909 | 180 | 137 | - | - | - | |
| 丝锥 M36P4 | 106 | 12 | 424 | - | - | - | |
|
■平面度 3μm(实测值) ・加工机床:MB-66VA ・工件名称:板(液晶显示用零件) ・材料:A5052 ・尺寸:560×600×60mm ・加工时间:50分 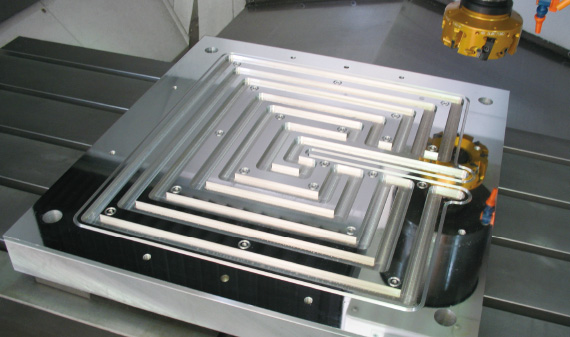 |
■圆度 1.65μm(实测值) ・加工机床:MB-56VA ・外径:ø150mm ・材料:Al ・主轴转速:8,000min-1 ・进给速度:2,000mm/min 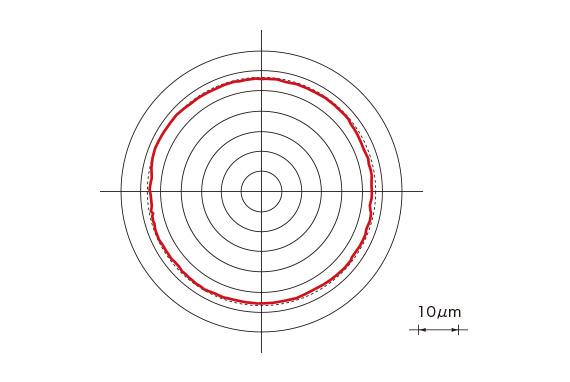 |
|
■双向定位精度 ・X轴(全程 560mm)1.7μm ・Y轴(全程 460mm)2.4μm ・Z轴(全程 460mm)2.2μm |
■双向重复定位精度 ・X轴(全程 560mm)1.0μm ・Y轴(全程 460mm)1.3μm ・Z轴(全程 460mm)1.0μm |
| MB-46VA/B | MB-56VA/B | MB-66VA/B | ||
| 工作台尺寸 | mm | 760×460 | 1,300×560 | 1,530×660 |
| 主轴转速 | min-1 | 8,000/6,000 | 8,000/6,000 | 8,000/6,000 |
| 刀库收纳数量 | 把 | 20 | 20 | 20 |
| 主轴电机功率 | kW | 11/7.5(10分/连续) | 11/7.5(10分/连续) | 11/7.5(10分/连续) |
| 机床尺寸(W×D×H) | mm |
1,976×2,810×2,746 2,026×2,810×2,746 |
2,546×3,123×2,746 | 3,035×3,325×3,295 |